Zero Taper Cutting! How to Achieve Precision Machining of Mass Spectrometer Slits ?
In scientific instruments exploring the microscopic world, the mass spectrometer...
MONO | 2025-05



INDUSTRY
Driven by the dual imperatives of tightening global environmental regulations and improving internal combustion engine efficiency, the performance of fuel injection systems has emerged as a critical battleground in the automotive industry. The machining precision of fuel injector nozzles —core components of these systems—directly influences fuel atomization quality, combustion efficiency, and pollutant emissions. Traditional manufacturing techniques struggle to meet the required precision, but MONO LASER’s femtosecond laser machining offers unprecedented control over injector hole geometry, driving transformative gains in engine performance.
I. Industry Challenges in Fuel Injector Nozzle Micro-hole Machining
When gasoline is expelled at high velocity through the nozzles of gasoline direct injection (GDI) systems, it undergoes a three-phase transformation: liquid injection → droplet breakup → atomization-evaporation, culminating in a combustible mixture with cylinder air. The success of this process hinges on two critical factors:
1. 3D geometric precision of spray holes
2. smoothness of internal hole surfaces
Poorly machined holes—characterized by burrs, residual debris, or uneven edges—disrupt fuel flow, creating non-uniform droplets. These incompletely atomized "fuel beads" cling to engine cylinder walls, leading to two major issues:
Emission failures: Unburned hydrocarbons exceed regulatory limits during exhaust testing.
Performance degradation: Carbon deposits accumulate, reducing engine lifespan and efficiency.
Limitations of Conventional Machining Methods
1. Electrical Discharge Machining (EDM)
Size constraints: Struggles to consistently machine micro-holes smaller than 145μm, inadequate for next-generation injectors.
Cost inefficiencies: Prolonged single-hole machining times and electrode wear drive up tooling costs.
2. Conventional Laser Machining (Nanosecond/Microsecond Pulses)
Thermal damage: Material melting and re-solidification create burrs and recast layers, compromising atomization uniformity.
Post-processing dependency: Requires additional grinding to repair hole walls, adding complexity and cost.
3. Hybrid Processes ("Laser Pre-drilling + EDM Finishing")
While reducing machining time by 70% and improving heat-affected zones, these methods still require multi-step coordination and face challenges with hole alignment precision and equipment compatibility.
II. Advantages of MONO LASER’s Femtosecond Laser Machining
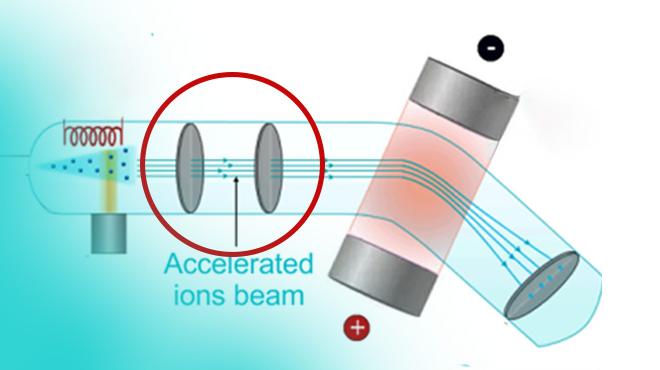
What Defines Femtosecond Lasers?
Femtosecond lasers leverage ultra-short pulses (≤100 femtoseconds) with extreme peak power to induce nonlinear effects like multi-photon absorption and avalanche ionization. This enables cold machining with a negligible heat-affected zone (<1μm), eliminating defects such as cracks and recast layers—critical for delicate fuel injector components.
Precision in Hole Geometry: Customizable Taper Solutions
As precision fluidic devices, fuel injector holes demand meticulous control over taper angles to optimize flow dynamics (velocity, atomization efficiency). Traditional methods fail to produce inverted tapers, causing discrepancies between designed and actual injection performance.
MONO LASER’s technology excels here, offering:
Taper control range: 0–1.15° via adjustable beam incidence and spatial shaping
3D structural flexibility: Capability to machine complex geometries, including holes distributed across curved surfaces
Nanometer-level accuracy: ±1μm precision in roundness, taper, depth, and inter-hole consistency
These capabilities ensure uniform fuel spray patterns, directly enhancing atomization quality and combustion efficiency.
Process Simplification: From Multi-step to One-step Forming
MONO LASER optimizes femtosecond laser parameters—energy, pulse frequency, etc.—based on material properties, integrating a vision positioning system to achieve sub-micron positioning accuracy. Using a 5-axis platform for multi-angle beam focusing, complex micro-hole structures (tapered holes, 3D inclined holes) are machined in a single pass, yielding smooth-edged micro-holes with surface roughness Ra≤1μm—eliminating the need for secondary finishing. This technology handles hole diameters from 100μm to several hundred microns, material thickness up to 2mm, and hole aspect ratios less than 10:1.